


Årsakene til problemer ilaserskjæringer beskrevet nedenfor. (Ta del 1)
4. Påvirkningen av laserutgangseffekt på skjærekvaliteten
For kontinuerlig bølgeutgangslaser vil laserkraft og modus ha en viktig innvirkning på skjæringen. I praksis er makseffekten ofte satt for å oppnå høyere kuttehastigheter eller for å kutte tykkere materialer. Men strålemodusen (fordelingen av stråleenergi over et tverrsnitt) er noen ganger viktigere, og modusen forverres ofte litt når utgangseffekten økes. Det kan ofte oppdages at den høyeste effekttettheten oppnås ved brennpunktet under betingelse av mindre enn maksimal effekt, og den beste skjærekvaliteten oppnås. Modusene er ikke konsistente gjennom laserens effektive levetid. Tilstanden til de optiske elementene, subtile endringer i laserdriftsgassblandingen og strømningssvingninger påvirker alle modusmekanismen.
For å oppsummere, selv om faktorene som påvirker laserskjæring er mer komplekse, er skjærehastighet, fokusposisjon, hjelpegasstrykk og laserkraft og modusstruktur de fire viktigste variablene i skjæreprosessen hvis skjærekvaliteten viser seg å være betydelig verre, må vi først sjekke de ovenfor diskuterte faktorene og rettidig regulering.

5. Påvirkningen av arbeidsstykkets egenskaper på skjærekvaliteten
Følgende faktorer har størst innvirkning på kvaliteten på laserskjæring og til og med om skjæreskyggen kan kuttes
For den 10,6 mm langt infrarøde strålen som sendes ut av CO2-laseren, absorberer det ikke-metalliske materialet det godt, det vil si at det har en høy absorpsjonshastighet, og overflatemetallmaterialet absorberer 10,6 mm-strålen dårlig, spesielt gull, sølv , kobber- og aluminiummetaller med høy reflektivitet, som generelt ikke er egnet for C2-laserstråler for slike materialer. Spesielt kontinuerlige bølgestråler å kutte. For aluminium- og kobbermetaller kreves generelt mer enn 3kW for å danne tilstrekkelig starteffekt for å oppnå de innledende små hullene som kreves for penetrering.
Jernholdige stålmaterialer og nikkel, metall, etc., har en viss absorpsjonshastighet på 10,6 mm C02-stråle, spesielt når overflaten av materialet er oppvarmet til en viss temperatur eller oksidfilm, vil absorpsjonshastigheten bli sterkt forbedret, slik som for å få en bedre kutteeffekt.
For ugjennomsiktige materialer er absorpsjonsevnen=(1 - reflektivitet) relatert til overflatetilstanden, temperaturen og bølgelengden til materialet.
Absorpsjonshastigheten til materialet til bjelken spiller en viktig rolle i den innledende fasen av oppvarmingen, men den svarte kroppseffekten til det lille hullet i arbeidsstykket gjør at absorpsjonshastigheten til materialet til bjelken nærmer seg 100 prosent
Materialets overflatetilstand påvirker direkte absorpsjonen av bjelken, spesielt overflategrovheten, og overflateoksidlaget vil forårsake betydelige endringer i overflateabsorpsjonshastigheten. I praksis med laserskjæring kan noen ganger effekten av materialets overflatetilstand på absorpsjonshastigheten til strålen brukes til å forbedre materialets kutteytelse.
6. Påvirkning av andre faktorer på skjærekvalitet
① Effekten av skjærebrenner og dyse
Utformingen og produksjonen av skjærebrenneren har en viktig innvirkning på å oppnå en god skjærekvalitet, spesielt munnstykket.
Hvis munnstykket er feil valgt eller dårlig vedlikeholdt, er det lett å forårsake forurensning eller skade, eller på grunn av dårlig rundhet i munnstykket eller lokal blokkering forårsaket av varmt metallsprut, vil det dannes virvelstrømmer i dysen, noe som resulterer i betydelig dårligere kutteytelse. Noen ganger er munnstykket ikke koaksial med den fokuserte strålen, og danner stråleskjærdysekanten, noe som også vil påvirke kvaliteten på skjærekanten, øke spaltebredden og feilplassere skjærestørrelsen. For dyser, vær spesielt oppmerksom på to problemer.
(1) Effekten av dysediameter. Størrelsen på dysen har en viss effekt på skjærehastigheten og påvirker også trykkfordelingen ved utløpet. Økningen av spraydiameteren vil begrense den varmepåvirkede sonen på grunn av den sterke kjøleeffekten av jetstrømmen på grunnmaterialet i kuttesonen, men det vil også føre til for bred spalte, og størrelsen på dysen vil være vanskelig å kollimere, og munnstykket vil bli kuttet av farestrålen, og spalten er for smal, vil ved høy skjærehastighet hindre jevn utslipp av slagget.
(2) Påvirkningen av avstanden mellom sprayen og arbeidsstykkets overflate. Avstanden mellom dysen og arbeidsstykket påvirker direkte koblingen mellom dysestrømmen og arbeidsstykkespalten. Hvis dysen er for nær overflaten av arbeidsstykket, vil det være et sterkt returtrykk på linsen, noe som svekker spredningsevnen til de sprutede skjæreproduktpartiklene, og har en negativ effekt på skjærekvaliteten, men for langt unna. vil forårsake unødvendig tap av kinetisk energi, noe som også er ugunstig for effektiv kutting. Generelt styres avstanden mellom dysen og arbeidsstykket til 1 ~ 2 mm, og skjærebrenneren til det moderne laserskjæresystemet er utstyrt med en induktiv eller kapasitiv sensortilbakemeldingsenhet for automatisk å justere avstanden mellom de to i forhåndsinnstillingen høydeområde.
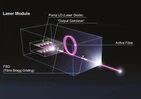
Den opprinnelige strålen som sendes ut av laseren sendes gjennom det eksterne optiske banesystemet (inkludert refleksjon og overføring), og stråler nøyaktig til overflaten av arbeidsstykket med en svært høy effekttetthet. De optiske komponentene til det eksterne optiske banesystemet bør kontrolleres regelmessig og justeres i tide for å sikre at når skjærebrenneren kjører over arbeidsstykket, sendes lysstrålen riktig til midten av linsen og fokuseres til et lite lyspunkt. for høykvalitets kutting av arbeidsstykket. Når posisjonen til noen av de optiske komponentene endres eller er forurenset, vil skjærekvaliteten bli påvirket, og selv skjæringen kan ikke utføres.

Den eksterne optiske banelinsen er forurenset av urenheter i luftstrømmen og partikkelbindingen i skjæresonen, eller linsen er ikke avkjølt nok, noe som vil føre til at linsen overopphetes og påvirker stråleenergioverføringen. Fordi den optiske banens kollimasjonsdrift forårsaket av alvorlige konsekvenser, vil overoppheting av linsen også produsere fokusforvrengning, og til og med sette selve objektivet i fare.
Optisk element en er forurenset eller til og med limt til den lille partikkelen av skjæreproduktet, rengjøringen av den er et veldig viktig og ofte ignorert problem, oppført nedenfor er noen rengjøringspunkter:
(1) Rengjøring av linse: bøy linsepapiret i flere folder og fukt det med noen dråper analytisk ren keton; Tørk forsiktig av linseoverflaten med vått linsepapir, pass på at du ikke trykker på linsen med fingrene; Gjenta flere ganger til linseoverflaten er ren, det er ingen smuss og rester igjen på speilet, for luftblåsing kan du om nødvendig rulle linsepapiret med noen dråper aceton våt til en stav, skrubbe linsen forsiktig. overflate for å fjerne tunge smussdråper. Det skal bemerkes at C-dynastiet er lett å absorbere fuktighet og fuktighet fra luften for å forurense selve C-dynastiet, så det er nødvendig å lukke acetonflasken, og ikke helle den gjenværende acetonvæsken tilbake i den nye acetonflasken etter rengjøring .
(2) Rengjøring av speillinser: fjern linsen fra rammen; Forsiden opp, legg linsepapiret på speilet: slipp noen dråper aceton på linsepapiret, og trekk skjøtepapiret forsiktig over stiftoverflaten: gjenta verkstedet ovenfor til speilet er rent, ingen smuss og rester er igjen på speil; Sett deretter objektivet inn i linsebasen.
Hvis speilet brukes som speil fordi det ikke kan belegges, kan det brukes direkte etter polering, så det kan rengjøres med såpevann eller vann som inneholder oppvaskmiddel). Andre linser med belegg på overflaten kan imidlertid ikke rengjøres med vann, fordi mye av belegget er oppløst i vann, og linsen vil bli ødelagt.
Kontaktinformasjon:
Hvis du har noen ideer, snakk gjerne med oss. Uansett hvor kundene våre er og hvilke krav vi har, vil vi følge vårt mål om å gi våre kunder høy kvalitet, lave priser og den beste servicen.
 Email:info@loshield.com
Email:info@loshield.com
 Tlf:0086-18092277517
Tlf:0086-18092277517
![]() Faks: 86-29-81323155
Faks: 86-29-81323155
 Wechat:0086-18092277517
Wechat:0086-18092277517



